
Bénéfices et Economies
La précision de l’affûtage des électrodes est un bon investissement qui s’avère rentable à la fois en termes d’économies et d’efficacité. Il est nécessaire d’assurer une géométrie appropriée de la pointe de l’électrode avant d’entamer le processus de soudage afin d’obtenir un arc stable et une soudure de haute qualité. Ceci réduit le besoin de réaffûtage et prolonge également la durée de vie de l’électrode tungstène.
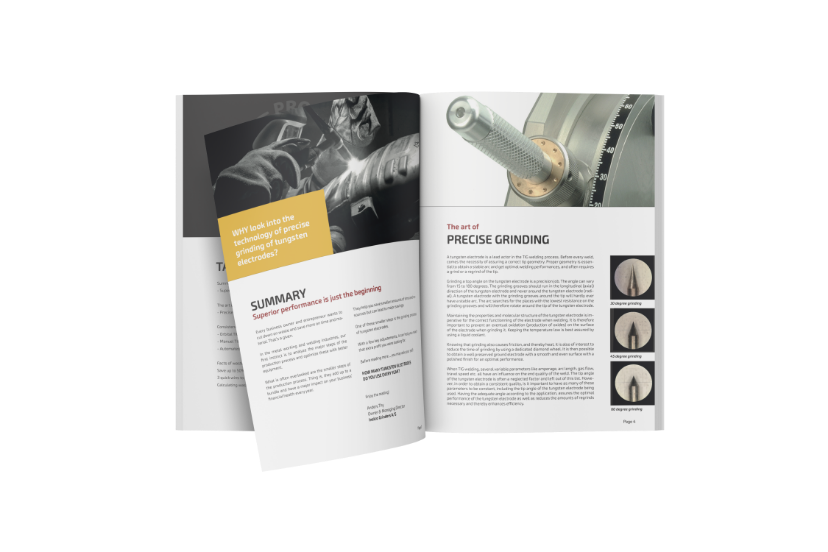
L’angle précis de la pointe
Pour un processus d’affûtage de qualité, outre l’obtention de rainures fines, assurez-vous d’éviter toute décoloration de la pointe. Dans ce cas de figure, l’électrode tungstène a été surchauffée avec la formation d’oxydes à la surface entraînant des problèmes à l’allumage. Priorisez l’affûtage de vos électrodes tungstène sur un disque de diamant dédié à cet usage. Vous obtiendrez une pointe à la surface lisse, uniforme ainsi qu’un arc beaucoup plus stable.

L’uniformité
Un affûtage réalisé sur une affûteuse à bande ou un touret manquera toujours de précision. L’obtention d’une géométrie correcte de la pointe, selon le type d’application en question, nécessite souvent plusieurs tentatives. Pour chaque réaffûtage, on estime un gaspillage d’environ 1 à 2 millimètres de l’électrode. Des pinces électrode ainsi qu’un système efficace pour l’ajustement de l’angle garantissent le centrage parfait de l’électrode. L’affûtage se déroule alors de manière efficace selon l’angle souhaité ainsi que la bonne direction longitudinale.
La précision de l’angle a un impact direct sur le bain de fusion et augmente également le nombre d’allumages entre chaque réaffûtage. Notre mot-clé, est : L’UNIFORMITÉ. Il est impossible d’obtenir un résultat uniforme et précis avec un affûtage manuel sur touret ou affûteuse à bande. Un équipement approprié pour l’affûtage est donc nécessaire.

Calculons votre économie
L’électrode tungstène joue un rôle essentiel au sein du processus de soudage TIG. Avant d’entamer celui-ci, il convient de s’assurer de la géométrie appropriée de la pointe de l’électrode afin d’obtenir un arc stable et une soudure de haute qualité. Cette électrode requiert un affûtage et parfois un réaffûtage.
Chaque soudeur TIG de votre équipe utilisera au moins une électrode par semaine. Le prix d’un paquet de 10 électrodes varie, selon le type d’électrode et sa fabrication, entre 10 et 100 euros. Une grande partie de cette somme est tout simplement gaspillée lors du processus d’affûtage pour plusieurs raisons :
1. Les électrodes tungstènes sont jetées, lorsqu’elles atteignent 50 mm de longueur.
2. L’affûtage nécessite plusieurs tentatives dû au manque de précision.
3. La pointe de l’électrode est coupée, suite à un contact avec le bain de fusion, avant d’être réaffûtée.
Livre blanc
Inscrivez-vous à notre newsletter ainsi qu’à la réception du livre blanc gratuit sur ” la valeur d’un affûtage précis des électrodes de tungstène” – 12 pages d’information techniques sur les bénéfices d’un affûtage de qualité des électrodes de tungstène.
Contactez-nous
Avez-vous des questions sur nos produits ou autres sujets ? Veuillez nous contacter à l´aide de la formule de contact, par courriel ou par téléphone. Nous vous attendons avec plaisir.
