In addition to the selected tip geometry, a ground and truncated electrode tip can be beneficial for the following applications:
When welding in direct current with low currents and thin-walled sheets, the arc pressure and the arc width can be defined by a truncated tip.
In orbital welding and automation applications, where the seam geometry can be modelled accordingly, the arc can be more stabilised and reproducible welding results are more likely to be achieved.
At high amperage in direct current and alternating current, melting due to overheating of the electrode tip and the associated contamination of weldpool often occurs and with a truncated tip, this can be avoided.
Findings
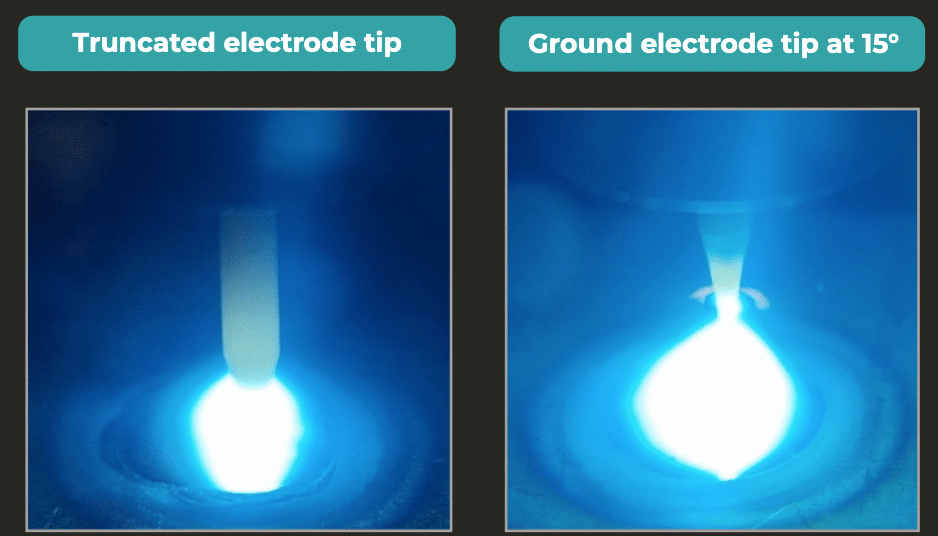
The various testings ocurred over a longer period of time and here we share the findings from these tests and experiments. We compare a wet ground Tungsten electrode at 15° and a truncated electrode tip and explore how it affects the TIG welding quality.
The truncated electrode refers to an electrode tip ground to a blunt tip, as seen in the left photo above. This design results in a more stabilized arc, effectively preventing the formation of a beard-like protrusion. A truncated tip is particularly advantageous in pipe welding, as demonstrated. Welding with a truncated electrode produces a more controlled and precise heat-affected zone on the pipe, ensuring higher weld quality and consistency.
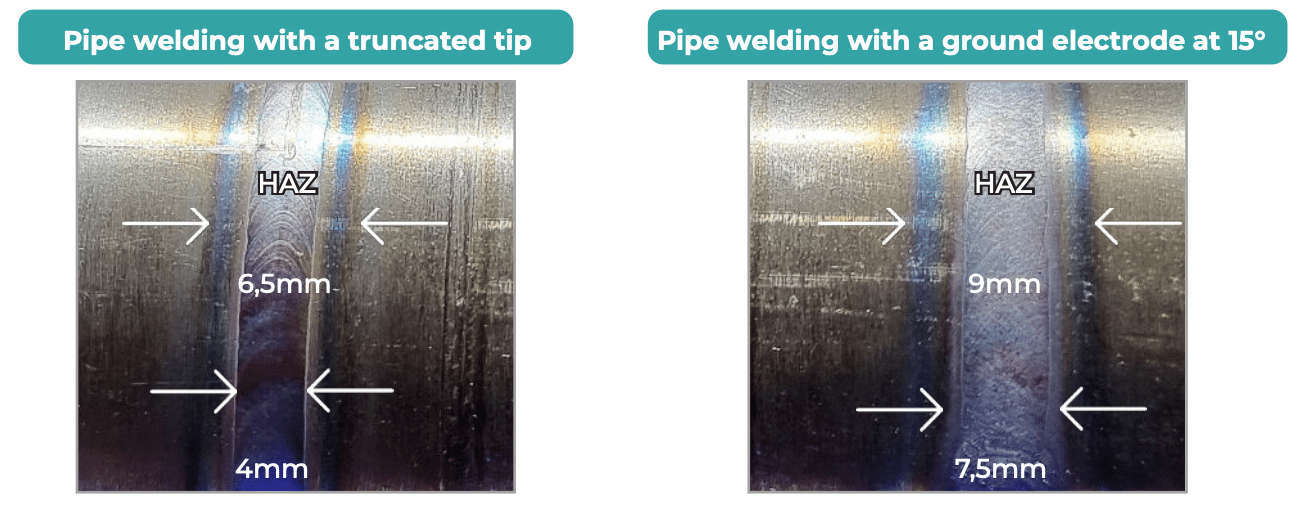
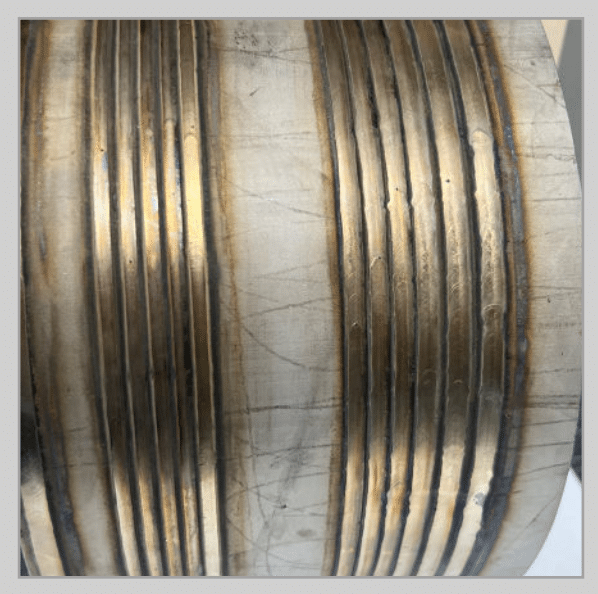
In the photo, the TIG welding on the left side is performed using a Tungsten electrode with a truncated tip, while the welding on the right side was done with a Tungsten electrode ground to a 15° angle. As shown, the weld seam produced with the truncated tip remains consistent throughout, whereas the seam produced with the 15° ground electrode gradually widens over time.